

Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

|
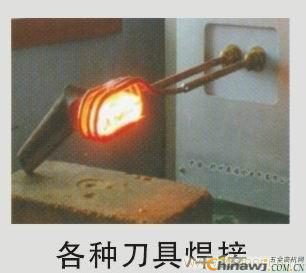
Silver electrode high frequency brazing guide Brazing is a process in which a molten silver electrode fills a workpiece gap under capillary action and forms a joint. This welding method must be carried out at a temperature higher than 450 ° C and lower than the melting temperature of the base metal. One widely accepted argument is that the permanent joint created by the electrons shared by the workpiece and the filler metal creates a strong connection. In recent years, brazing systems and technologies have developed rapidly. With modern testing equipment, users can discover new products and technologies to improve the characteristics, versatility and economy of this ancient metallurgical connection. Over the past 100 years, many brazing products and systems, including oxyacetylene torches, controlled environment torch welding and vacuum furnace torch welding, have been developed. Today brazing is widely used in various manufacturing systems, including air conditioning and refrigeration, household tools, automotive parts, tools and machinery, electronic components, marine aviation facilities, agricultural irrigation, and commercial machinery. Brazing Procedure Effective welding is to heat the correct part of the workpiece to the optimum brazing temperature at the lowest cost. This includes not only the heating method but also the appropriate heating technique to ensure optimum flow of the silver electrode. This article will focus on the applications and technologies of induction brazing. The unique nature of this type of brazing makes it rapidly available for use in current metal assemblies. Induction methods Induction brazing is similar to resistance brazing, in which heat is generated from resistance to current. But there are also differences: Most of the flux can be used in the induction process; because heat is generated by electricity rather than the parent metal, the latter part may be insulated from the flux. Induction heating can be performed selectively; allowing the user to operate with a small amount of assembly or without heating the workpiece as a whole. The temperature of induction brazing is usually achieved in a few seconds, achieving high productivity. Induction heating is the use of a magnetic field to generate electrical resistance to heat the base metal. Metallic iron is magnetic and has a high electrical resistance, which is much faster and easier to heat than copper. All metals can be induction brazed. In recent years, the complex forging and stamping processes have been redesigned to enable batch manufacturing processes; these new designs are the main factors for cost reduction. Induction heating has proven to be a valuable aid in welding. It allows for rapid local heating to connect high strength components with minimal loss of strength. Accurate heating control for effective continuous welding. The ability of induction heating to adapt to the production line allows the workpiece to be strategically placed in the assembly and can be heated and controlled electronically, if required, such as foot switch control. Process brazing not only melts the silver electrode in the joint gap, the joint must be properly designed and achieve the required tolerance values to allow the filler metal to flow normally; the oxide on the base metal must be completely removed to provide adequate wetting to prevent The surface is re-oxidized; a suitable silver electrode must be selected for normal melting to ensure capillary flow. The heat of induction brazing is a process that is achieved by the resistance heat that generates an induced current in an alternating magnetic field. For example, the brazing of the workpiece is located in a high-frequency alternating magnetic field generated by the circulating heating induction coil, and the workpiece is heated by the resistance heat generated by the induced current. Each welding operation requires high frequency current and a suitable induction coil. When the operation is performed, the inductor controls the entire circulating heating system, and the brazing becomes a push-button welding process. It usually takes only a few seconds of heating, and the workpieces to be welded are quickly joined together, so induction brazing is suitable for mass production, but also because of its heating characteristics for some special occasions. Silver electrodes are melted at high temperatures to produce high strength joints. Metals that can be joined by induction brazing include carbon and alloy steels, stainless steel, cast iron, copper and copper alloys, nickel and nickel alloys, and alloys containing a certain amount of aluminum. Most of the solder is in the form of filaments, tapes and powders, and ductile pre-formed alloys can also be present as gaskets and rings. In order to control the amount of silver electrode used, pre-formed alloys allow pre-assembly, which saves alloys and produces a uniform joint. A good pre-formed alloy should be in full contact with the workpiece to ensure that the melting proceeds smoothly and at the right temperature. Importance of coil design When designing a coil, it must be considered in accordance with the metal properties of the workpiece and follow the geometry of the part being welded. When brazing by induction heating, special consideration should be given to the way of heating, the method of presetting the silver electrode, the tolerance of the workpiece, the thermal conductivity and the expansion of the workpiece. Testing the tensile strength near the joint of the base metal is often a failure, so when selecting the base material, not only its weight, thermal/electrical conductivity, corrosion resistance and other properties, but also its tensile strength are considered. The geometry of the joint also plays an important role in strength and economy. All factors are equal. Larger welded surfaces produce larger shear strength than smaller surfaces, but they require more base metal and silver electrodes. The goal of the engineer is to achieve the strength requirements with the smallest possible welding surface. As for the heating method, the design of the coil is equally important. It is necessary to ensure that all the areas in the vicinity of the joint are higher than the melting temperature when a uniform temperature is reached. It is also required that the joint area first reach the soldering temperature to avoid the silver solder strip flowing to the higher temperature zone and the heat is lost. In order to obtain better results for the preset silver electrode, the silver electrode should not form an inductive coupling with the coil forming a closed loop. At the same time, it is required to be as far as possible to protect the preset silver electrode from electromagnetic protection, so as to prevent the solder from melting when the joint surface does not reach the soldering temperature; it can be placed inside the assembled workpiece or hidden under a certain component by placing the silver electrode inside the assembly. carry out. The gap of the welded workpiece determines the thickness of the silver electrode and also has a significant influence on the strength of the joint. If the joint needs to achieve maximum strength, the joint gap must be large enough to allow the molten solder to pass through and to allow the molten flux and gas generated during heating to leak out. The ideal joint gap is 0.002-0.005 inches, and in many cases 0.006 or 0.008 is acceptable. Joint clearance should be avoided as much as possible below 0.001 inches or above 0.008 inches, not only because of this, but also because of its high manufacturing cost. When a workpiece of similar material is to be brazed to determine the joint gap, the thermal expansion factor of the workpiece must be taken into account and sufficient space is left so that the solder fills the joint gap at the soldering temperature. In general, the strength of the base metal and the silver electrode itself must be considered at the same time when designing the brazing. To achieve maximum strength, the brazed joint should be designed with a larger shear plane than a lap joint. Finally, it is recommended to perform a simple inspection of the joint with the preset solder.Vacuum Brazing Furnace |

August 23, 2024

August 23, 2024

January 13, 2024

January 13, 2024
Enviar e-mail para este fornecedor
August 23, 2024
August 23, 2024
January 13, 2024
January 13, 2024
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.